
DeşiPVCPPR (copolimer aleatoriu de polipropilenă) este cea mai comună țeavă nemetalică din lume, iar materialul standard pentru țevi în multe alte părți ale lumii este PPR. Îmbinarea PPR nu este ciment PVC, ci este încălzită de o unealtă specială de fuziune și practic topită într-un întreg. Dacă este creată corect cu echipamentul potrivit, îmbinarea PPR nu va avea niciodată scurgeri.
Încălziți unealta de fuziune și pregătiți conducta
1
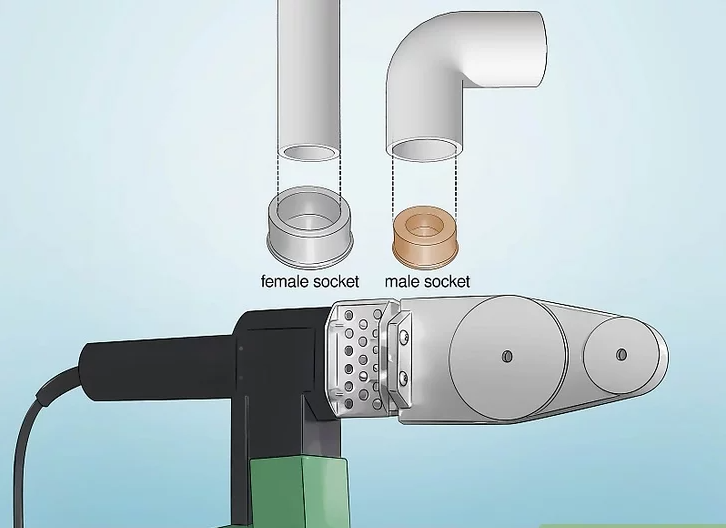
Plasați o priză de dimensiune potrivită pe instrumentul de fuziune. MajoritateaPPRUneltele de sudură sunt dotate cu perechi de mufe mascul și femelă de diferite dimensiuni, care corespund diametrelor comune ale țevilor PPR. Prin urmare, dacă utilizați o țeavă PPR cu un diametru de 50 mm (2,0 inci), selectați perechea de manșoane marcate cu 50 mm.
Instrumentele de fuziune portabile pot de obicei gestionaPPRțevi de la 16 la 63 mm (0,63 la 2,48 inci), în timp ce modelele de bancă pot manipula țevi de cel puțin 110 mm (4,3 inci).
Puteți găsi online diverse modele de scule de fuziune PPR, cu prețuri cuprinse între 50 USD și peste 500 USD.
2
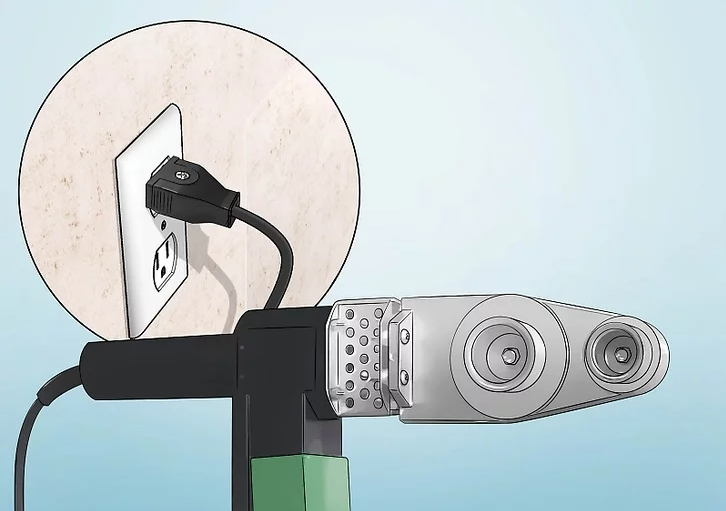
Introduceți unealta de fuziune pentru a începe încălzirea soclului. Majoritatea uneltelor de fuziune se conectează la o priză standard de 110 V. Unealta va începe să se încălzească imediat sau este posibil să fie nevoie să porniți aparatul. Modelele variază, dar poate dura câteva minute până când unealta va încălzi soclul la temperatura necesară. [3]
Fiți foarte atenți când utilizați instrumentul de termofuziune și asigurați-vă că toți cei din zonă știu că acesta funcționează și este fierbinte. Temperatura soclului depășește 250 °C (482 °F) și poate provoca arsuri grave.
3
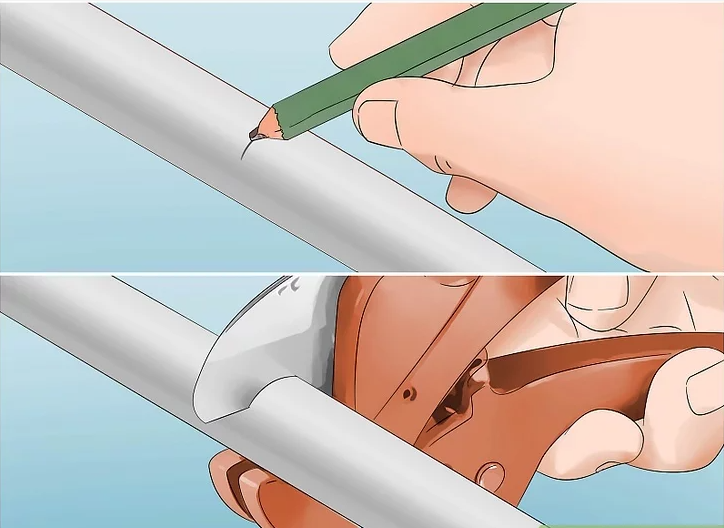
Tăiați țeava la lungime cu o tăietură netedă și curată. Când unealta de sudură este încălzită, utilizați o unealtă eficientă pentru a marca și tăia țeava la lungimea necesară pentru a obține o tăietură curată perpendiculară pe ax. Multe seturi de unelte de sudură sunt echipate cu tăietoare de țevi cu trăgaci sau cu clemă. Atunci când sunt utilizate conform instrucțiunilor, acestea vor produce o tăietură netedă și uniformă în PPR, ceea ce este foarte potrivit pentru sudarea prin fuziune. [4]
Țevile din PPR pot fi tăiate și cu diverse ferăstraie manuale sau electrice sau cu tăietoare de țevi cu roți. Asigurați-vă însă că tăietura este cât mai netedă și uniformă posibil și folosiți șmirghel fin pentru a îndepărta toate bavurile.
4
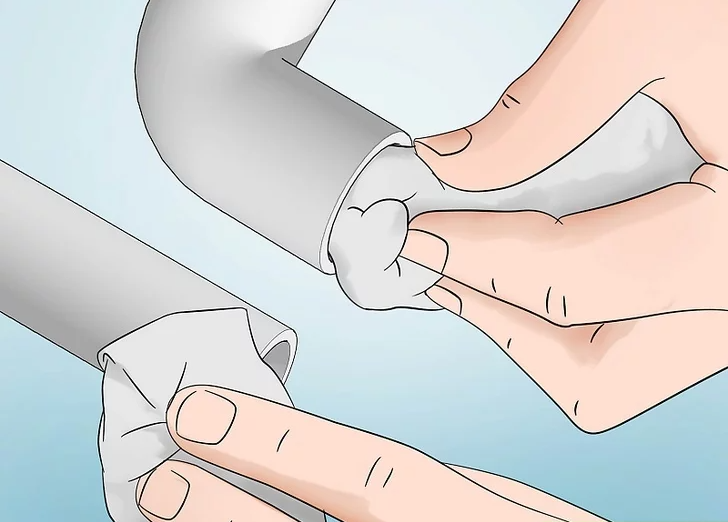
Curățați componentele PPR cu o lavetă și un detergent recomandat. Trusa dvs. de scule de fuziune poate recomanda sau chiar include un detergent specific pentru tubulatura PPR. Urmați instrucțiunile pentru a utiliza acest detergent pe exteriorul țevii și în interiorul fitingurilor care urmează să fie conectate. Lăsați piesele să se usuce o vreme. [5]
Dacă nu știți ce tip de produs de curățare să utilizați, vă rugăm să contactați producătorul instrumentului de fuziune.
5
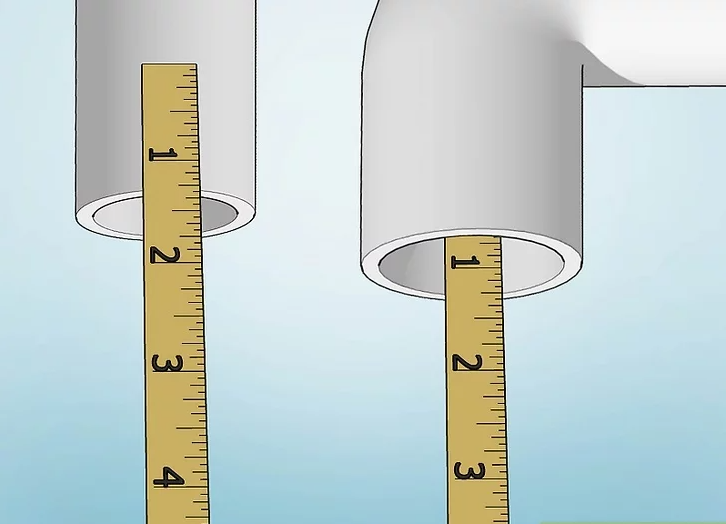
Marcați adâncimea de sudură la capătul racordului țevii. Setul dumneavoastră de scule de fuziune poate include un șablon pentru marcarea adâncimii de sudură corespunzătoare pe țevile PPR de diferite diametre. Folosiți un creion pentru a marca tubul în mod corespunzător.
Alternativ, puteți introduce ruleta în racordul pe care îl utilizați (cum ar fi un racord cu cot de 90 de grade) până când atinge o mică creastă a racordului. Scădeți 1 mm (0,039 inch) din această măsurătoare de adâncime și marcați-o ca adâncime de sudură pe țeavă.
6
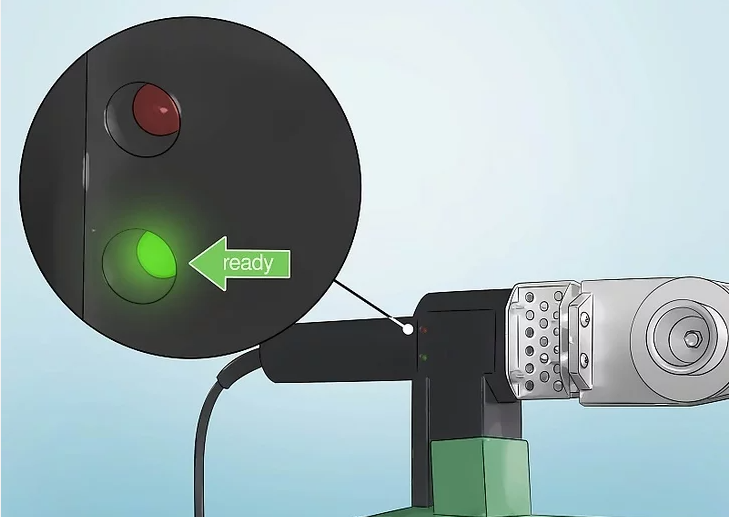
Confirmați că unealta de fuziune este complet încălzită. Multe unelte de fuziune au un afișaj care vă anunță când unealta este încălzită și gata de utilizare. Temperatura țintă este de obicei 260 °C (500 °F).
Dacă instrumentul dumneavoastră de fuziune nu are afișaj pentru temperatură, puteți utiliza o sondă sau un termometru cu infraroșu pentru a citi temperatura de pe soclu.
De asemenea, puteți cumpăra tije indicatoare de temperatură (de exemplu, Tempilstik) de la magazinele de materiale de sudură. Alegeți bețe de lemn care se topesc la 260 °C (500 °F) și atingeți câte una de fiecare soclu.
Data publicării: 31 decembrie 2021



